
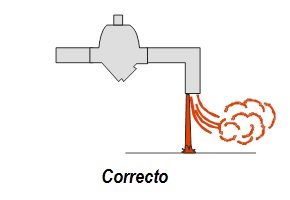
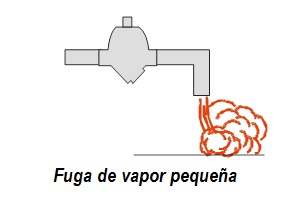
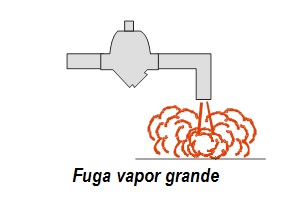
Inspección visual directa
Útil en descargas a atmósfera. Exige experiencia para diferenciar vapor vivo y vapor de expansión (revaporizado).

Diagnóstico técnico para detectar fugas de vapor vivo, bloqueos, pérdidas de eficiencia e incidencias de operación en estaciones de purga.
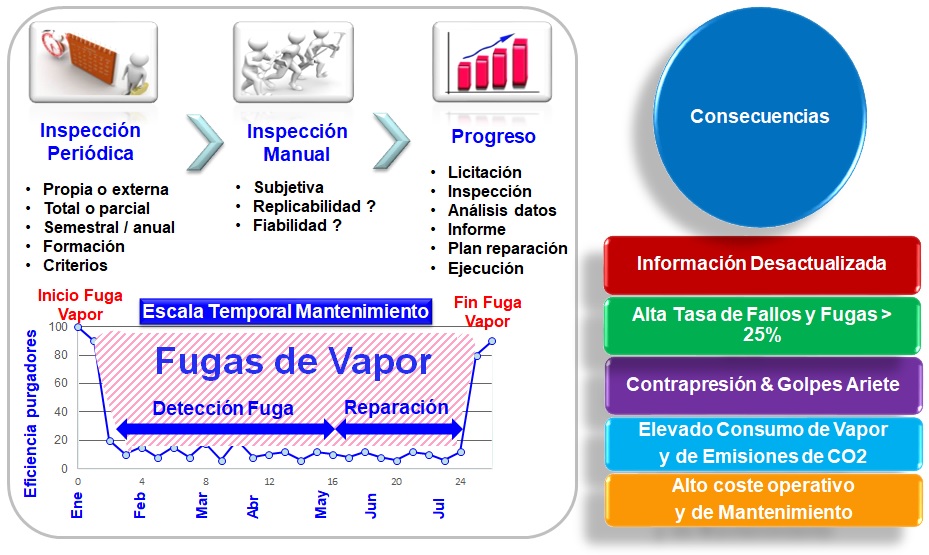
El objetivo es identificar fugas de vapor, baja eficiencia energética, inundaciones, obstrucciones, contrapresión elevada, temperaturas de descarga inadecuadas, golpes de ariete y problemas de diseño o dimensionamiento.
En operación industrial, más del 15% de las trampas de vapor y purgadores puede perder vapor vivo si no existe un programa de inspección y mantenimiento eficaz.
Esta tasa de fugas de vapor se reduce a valores del orden de 7% a 8 % aplicando un programa de inspección y mantenimiento eficaz.
Un plan técnico de inspección predictiva, preventiva y correctiva basado en el uso de purgadores inteligentes (bitermostáticos monitorizados) permite aplicar la metodología de Mantenimiento Intensivo que reduce la tasa de fugas de vapor a valores inferiores a 1% y mejora la eficiencia global de la red de vapor y condensado.
Valores indicativos para estaciones de purga en función de la frecuencia de inspección y mantenimiento.
| Frecuencia de inspección | Tasa de fallos (%) |
|---|---|
| 24 meses | 30 |
| 18 meses | 25 |
| 12 meses | 15 |
| 6 meses | 7 |
| 3 meses | 5 |
| 1 mes | 3 |
| Monitorizado continuo | <0,2 |
La verificación debe revisar estado, idoneidad y eficiencia de todos los elementos de la estación (purgador, válvulas de corte, bypass y línea de retorno). En la práctica, el mejor resultado se logra combinando varios métodos.
Útil en descargas a atmósfera. Exige experiencia para diferenciar vapor vivo y vapor de expansión (revaporizado).
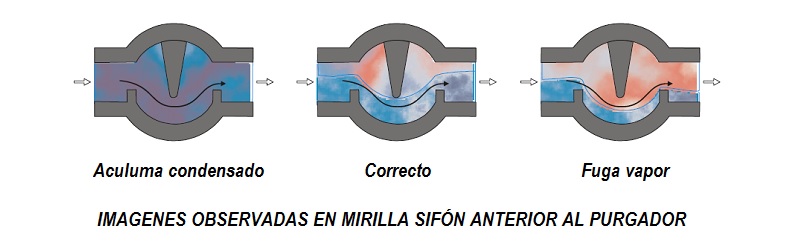
La mirilla sifónica instalada aguas arriba permite distinguir condensado y vapor vivo con más claridad.
Método rápido y fiable para fugas internas de vapor/gas. Requiere ajuste de sensibilidad y criterio técnico.
Método de apoyo en purgadores cíclicos. Debe combinarse con otros para evitar diagnósticos erróneos.
En descarga atmosférica puede confundirse revaporizado con fuga real. El diagnóstico debe considerar presión y carga de condensado.
En trampas de descarga cíclica o continua, modificar la contrapresión durante la prueba puede alterar el comportamiento real del purgador.
Aplicación limitada a bajas presiones. El ensuciamiento del cristal por óxidos reduce transparencia y aumenta coste de mantenimiento.
Sin conocer tipo de purgador, servicio y presión diferencial, la medición térmica por sí sola puede inducir a conclusiones incorrectas.
Ajustar escala según presión de vapor y tipo de purgador.
Aplicar sonda de contacto firmemente y registrar lectura base.
Tomar lecturas a 1-2 m para distinguir fuga de vapor vivo y revaporizado.
Con ΔP < 1 bar la fiabilidad baja; usar método combinado y criterio experto.
Es el método más robusto porque analiza la evolución temporal de ultrasonido, temperatura y contrapresión. Frente a una inspección puntual, la tendencia permite detectar anomalías antes del fallo.